Проблема защиты металлов и сплавов от коррозионных процессов встала еще с тех пор, как люди научились добывать металл из руды. Технологии производства значительно изменились и стали более современными, однако коррозия все равно разрушает изделия и конструкции. Для защиты металлических поверхностей применяют покрытие цинком, но это не обеспечивает максимальной защиты. Современная промышленность применяет более совершенный способ защиты от неблагоприятных воздействий – фосфатирование металла. С помощью данной технологии можно не только сберечь изделие или поверхность, но и получить повышенную износостойкость материала.
Гидроабразивное фосфатирование
Гидроабразивная обработка считается одним из лучших способов защиты металла. Состав для обработки металла приготавливается на основе мягкой воды. Детали окунают на 10-15 минут в 10% раствор бихромата калия. Температура жидкости — от 70 до 80 градусов по Цельсию.
Далее проводится гидрофобизация пленки, для чего изделие на 7 минут кладется в 10% раствор кремнийорганической жидкости в бензине. После этого парам бензина дают испариться на открытом воздухе и отправляют металл на высушивание при 100 градусной температуре в течение часа.
Характеристики фосфатной пленки
Фосфатная пленка, образующаяся на металле в процессе, обладает высокой прочностью сцепления с основным металлом, обладает стойкостью к воздействию агрессивных сред — газов, горючих и смазочных материалов, органических масел, бензолу и т. д. Коррозионная стойкость фосфатной пленки ниже в сильно агрессивных средах, например, в растворах кислот и щелочей, морской воде, аммиаке. Толщина пленки может достигать 50 мкм и зависит от режима фосфатирования, марки материала и способа подготовки поверхности материала. Структура фосфатной пленки пористая, в связи с чем она впитывает и удерживает смазочный материал, лаки или красители, что может во много раз повысить ее коррозионно-защитные свойства. Фосфатная пленка обладает высокой пластичностью, и на месте сгиба не отслаивается и сохраняет свои защитные свойства. Еще одной важной характеристикой фосфатной пленки является ее высокое пробивное сопротивление – даже без пропитки дополнительными изолирующими составами пробивное напряжение фосфатного покрытия может достигать 1000 вольт. Фосфатная пленка сохраняет свои свойства вплоть до 5500С. Значения твердости и износостойкости пленки невысоки – механические свойства стали после фосфатирования не меняются. При фосфатировании надо учитывать, что оттенок фосфатной пленки может быть различным на одном и том-же изделии, в зависимости от вида механической или термической обработки разных участков изделия.
Фосфатирующие грунтовки
Для защиты металла может использоваться фосфатирующая грунтовка, на 9/10 состоящая их металлических пигментов, а также растворителя на основе ортофосфорной кислоты. При взаимодействии с электролитом краска с содержанием цинка укрепляется продуктами коррозии и образует плотную пленку.
Фосфатирующие грунты используются для обработки изделий из черных и цветных металлов любых размеров (от крупных конструкций до резьбы одной детали). Прогрунтованная поверхность приводит к пассивации металла, а также улучшению адгезионных качеств материала.
Теория химического фосфатирования
Химическое фосфатирование — один из самых надежных и дешевых способов защиты металлических изделий от коррозии. Данному способу обработки могут быть подвергнуты изделия из углеродистых сталей или цветных металлов (алюминия, цинка, магния) , чаще фосфатируют изделия из высокоуглеродистой стали и чугуна. Высоколегированные стали, например, хромванадиевые или хромвольфрамовые стали не рекомендуют к данному виду обработки, так-как образующаяся на их поверхности фосфатная пленка обладает низким качеством. Процесс химического фосфатирования представляет собой обработку металлоизделий в специальном растворе, в составе которого марганец, железо и фосфорная кислота. В результате на поверхности образуется пленка, состоящая из фосфорнокислых солей железа и марганца, имеющая темно-серый цвет и обладающая пористой микрокристаллической структурой.
Химическая обработка стали
Химическое фосфатирование — это окунание металла в специальные химические составы, в результате чего на его поверхности появляется защитная пленка.
Кладем в ванну соль МАЖЕФ, исходя из пропорции 35 граммов на литр воды. Заливаем жидкость, доводим ее до кипения и держим в таком состоянии 20 минут. Далее снимаем емкость с огня для определения и правки (в случае необходимости) уровня кислотности.
Состав изготавливается с избытком, так как в ходе нагревания часть его улетучивается. Уровень общей кислотности устанавливается методом титрования по фенолфталеину. Для титрования 10 миллилитров раствора уйдет 30 миллилитров децинормального состава гидроксида натрия. Свободная кислотность выяснятся при наличии индикатора метилоранжа.
Для титрования 10-миллилитровой пробы нужно 4 миллилитра децинормального раствора гидроксида натрия. Количество щелочи, затраченной на титрование, обозначается в точках. Показатели нормы кислотности: общая — 28-30 точек, свободная — 3-4 точки (то есть соотношение разных видов кислотности между собой может колебаться от 7 до 10).
Фосфатирование осуществляется при температуре 98 градусов по Цельсию в течение 1-2 часов.
Работу можно считать законченной, когда прекращается пузырение водорода. Далее металл выдерживается в емкости на протяжении 10-15 минут. Это нужно, чтобы произошла кристаллизация пленки.
Норма расхода МАЖЕФ на фосфатирование квадратного метра поверхности может колебаться от 120 до 140 граммов. Уровень кислотности корректируется водой или добавлением соли МАЖЕФ. Конкретное количество соли, необходимое для достижения показателя кислотности на уровне 30 точек, можно рассчитать по формуле:
A (кг) = (30-n)*V/1000
Переменная V означает объем, а n — количество точек раствора. Если в стали имеется большая доля легирующих компонентов (меди, хрома, ванадия), получить пленку надлежащего качества не получится. Снижает качество работы присутствие в растворе компонентов алюминия, свинца, мышьяка, а также хлоридных и сульфидных примесей. Доля ионов хлора не должна превышать 0,3%.
Если пленка получилась низкокачественной, ее можно удалить при помощи 15% раствора соляной кислоты или подогретого 20% раствора гидроксида натрия. Следует иметь в виду, что в случае повторного фосфатирования пленка будет иметь более крупнокристаллическую структуру с меньшими защитными качествами.
Ускоренная обработка солью МАЖЕФ
Фосфатирование низколегированных и электротехнических марок стали производиться с помощью смесей, включающих в себя следующие компоненты (граммов на литр воды):
Вариант №1
- препарат МАЖЕФ — 30-40;
- цынк азотнокислый Zn(NO3)26Н2O — 50-60.
Вариант №2
- препарат МАЖЕФ — 45-50;
- цынк азотнокислый Zn(NO3)26Н2O — 70-80:
- натрий фтористый NaF.
Фосфатирование осуществляется всего за 10-15 минут при условии температуры жидкости 97-98 градусов по Цельсию для раствора №1 и раствора №2. Без очищения поверхности процедуру можно произвести методом добавления в состав оксалата цинка. Это вещество уберет следы коррозии в ходе возникновения пленки.
Содержание раствора (граммов на литр):
- цинковый монофосфат — 35;
- азотнокислый цинк — 53;
- фосфорная кислота — 14;
- оксалат цинка — 0,1.
Допустимый уровень общей кислотности — 70-80 точек, свободная кислотность — 12-15 точек, температура жидкости – 92-98 градусов по Цельсию, время фосфатирования — 20-40 минут.
Свойства, технология нанесения и области применения фосфатных покрытий
Оксалат цинка приготавливается из щавелевокислого натрия и азотнокислого цинка. При объединении растворов на дне емкости образуется осадок щавелевокислого цинка, который нужно убрать с помощью фильтра. Далее осадок высушивается и используется для создания фосфатирующего раствора.
Ускоренная обработка цинковыми солями
Обработка металла в растворе цинковых солей позволяет обеспечить лучшую защиту поверхности в сравнении с солью МАЖЕФ.
Компоненты состава (граммов на литр):
- монофосфат цинка — 37;
- азотнокислый цинк — 54;
- фосфорная кислота — 16.
В ходе фосфатирования понадобится корректировка состава. Для этого нужно добавить концентрат, в который входят 500 граммов азотнокислого цинка, 480 граммов монофосфата цинка, 180 граммов фосфорной кислоты и литр воды.
Пленка черного цвета с повышенными защитными характеристиками получается за счет последовательного окунания деталей в два состава. Один из них содержит 1 грамм кальцинированной соды, 23 грамма фосфорнокислого закисного железа, 8 граммов цинковой окиси, 32 грамма ортофосфорной кислоты (все количества указаны на литр воды). Общая кислотность состава — от 56 точек, а свободная — от 9 до 14 точек. Температура жидкости — от 92 до 97 градусов по Цельсию.
После окунания в вышеуказанном растворе изделие на 5 минут кладут в 9% раствор хромпика калия при температуре от 80 до 95 градусов по Цельсию. Далее деталь вновь промывается в мыльно-содовом растворе, а затем в горячей воде и кладется в емкость для повторного фосфатирования. На этот раз смесь включает 150 граммов азотнокислого цинка, 30 граммов МАЖЕФ, 3 грамма углекислой кислоты. Показатель кислотности — от 80 точек, свободной кислотности — от 2 до 4 точек. Температура состава — от 50 до 60 градусов по Цельсию, период фосфатирования — от 10 до 20 минут. Далее изделие кладется в мыльно-содовый раствор на 2 минуты. Завершается процесс высушиванием пленки и обработкой ее минеральным маслом.
Что такое фосфатирование
Технология предполагает обработку металлических поверхностей специальными растворами, в основе которых лежат фосфорнокислые соли. В результате образуется прочная защитная пленка. Среди видов фосфатирования наиболее популярный метод – нанесение фосфатирующих грунтов. Также применяют и гидроабразивную, и химическую обработку металлов.
Фосфатная пленка позволяет в несколько раз улучшить защитные характеристики и срок эксплуатации лакокрасочного покрытия. За счет низкой электропроводности пленка также улучшает адгезию и препятствует подпленочным коррозионным процессам. Нередко технология применяется на изделиях перед покраской по порошковой технологии.
Фосфатная пленка легко выдерживает воздействия органических веществ – это различные масла, смазочные и горячие материалы, любые газы, кроме сероводорода.
Данная технология позволяет обрабатывать чугун, низколегированные, а также углеродистые стали. Фосфатные покрытия могут наноситься на цинк, кадмий, медные сплавы, алюминий. Фосфатируют и высокоуглеродистую сталь. Но, несмотря на свои высокие защитные качества фосфатное покрытие может разрушиться под воздействием щелочей, морской воды, пара воды, кислоты, пресной воды, а также водяного пара.
Защитная пленка образуется за счет окунания изделия в специальную ванну, где находится фосфатирующий раствор. Также можно наносить покрытие методом распыления в струйной камере. В зависимости от состава растворов, на поверхности могут образовываться фосфаты с хорошо выраженной кристаллической решеткой или же без нее.
Кристаллическая пленка оседает из раствора с катионами тяжелых металлов, а аморфную пленку получают из раствора кислых фосфатов щелочных металлов или кислого фосфата аммония.
С помощью фосфатирования металлы можно длительно эксплуатировать в тяжелых условиях, таких как:
- условия повышенной влажности;
- при воздействии горюче-смазочных материалов;
- в средах органических растворителей;
- под напряжением до 1000 В.
Холодный процесс
Холодное фосфатирование подразумевает обработку материала при температуре от 20 до 40 градусов по Цельсию. Можно использовать один из двух видов раствора.
Для работы понадобятся следующие компоненты (из расчета граммов на литр):
Раствор №1. Загружаем в ванну соответствующее объему воды количество соли МАЖЕФ. Доливаем в раствор прокипяченный и настоянный фтористый натрий, и азотнокислый цинк. Чтобы увеличить уровень кислотности раствора, на каждую точку добавляем 1,5 грамма соли МАЖЕФ, 2-3 грамма азотнокислого цинка и 2-3 миллиграмма фтористого натрия.
Раствор №2. Для создания раствора используем концентрат, который включает в себя 80 граммов цинкового монофосфата, 750 граммов азотнокислого цинка, 160 граммов фосфорной кислоты, 40 граммов кальцинированной соды и 1 литр воды.
Чтобы приготовить 100 литров рабочего раствора, к 85 литрам воды добавляем 12 литров концентрата едкого натра (300 граммов на литр), а затем доливаем воду до уровня 100 литров. Также засыпаем 40 граммов азотисто-кислого натрия. Если показатель кислотности оказывается меньше необходимого, понемногу добавляем едкий натр.
Высокотемпературное фосфатирование
Высокотемпературное фосфатирование проводят при температуре от 50 до 98 °С в различных препаратах. Наилучшая по качеству фосфатная пленка образуется при воздействии препарата «мажеф», который выпускается в виде серой массы с характерным кислым запахом и поставляется в деревянных ящиках или бочках. Этот препарат получил название по начальным буквам его составных частей: марганца, железа и фосфорной кислоты. Соответственно составу этого препарата и фосфатная пленка на черных металлах состоит из солей этих металлов, имеет темной серый цвет и пористую, мелкокристаллическую структуру.
Этот вид фосфатирования является наиболее распространенным процессом, так как раствор весьма прост по составу, а получаемая фосфатная пленка наиболее доброкачественна. 0бщепри-нятая кон при фосфатировании равна 27-32 г/л. Растворение препарата «мажеф» сопровождается частичным его разложением, с образованием нерастворимых соединений, осаждающихся на дне ванны. Полностью удалять этот осадок со дна ванны нельзя, так как он участвует в образовании фосфатной пленки.
Зарядка ванны препаратом «мажеф» проста и состоит в отвешивании препарата из расчета 30 г/л и в засыпке его в кипящую воду в ванну при механическом перемешивании или барботиро-вании сжатым воздухом.
Для правильной эксплуатации ванны и получения доброкачественной фосфатной пленки необходимо, чтобы фосфатный раствор после зарядки или корректирования имел требуемую кислотность.
При фосфатировании без добавок процесс ведут при температуре раствора 96-98 °С. Для получения заданной температуры раствор доводят до кипения, после чего выключают нагревание и, дав осесть взмученному осадку, загружают деталь. Для поддержания температуры подогревание раствора ведут непрерывно, не давая раствору вскипеть, так как взмученный осадок, поднимаясь со дна, осаждается на поверхности деталей, придавая им грязный серый вид и ухудшая качество фосфатной пленки.
Реакция препарата «мажеф» с поверхностью деталей сопровождается бурным выделением водорода, которое постепенно снижается и заканчивается полностью, когда вся поверхность деталей покроется, без просветов, нерастворимой пленкой.
Для полной уверенности в окончании процесса детали выдерживают в ванне в течение 5-10 мин, после чего выгружают, промывают и сушат.
Продолжительность фосфатирования зависит от назначения фосфатной пленки. Так, при фосфатировании в целях защиты от коррозии, выдержка зависит от марки стали и состава раствора и колеблется в пределах от 15-20 мин до 1 ч. Для электроизоляционного покрытия обычно достаточно 30-40 мин, а для предохранения от затекания расплавленного металла достаточно 20-30 мин.
Приспособления для завешивания деталей при фосфатировании изготовляют из углеродистой стали. Мелкие крепежные детали фосфатируют в железных сетчатых корзинках (достаточно глубоких) для удобства перетряхивания деталей и устранения непокрытых участков. При наличии большой программы мелкие детали загружают в стальные перфорированные барабаны и фосфатируют в ваннах при их вращении, как это делается при гальванических покрытиях.
Корпус ванны фосфатирования сваривают из листового железа, без футеровки внутри. При подогревании паром ванну снаружи футеруют теплоизоляционной массой или обшивают деревом. В этом случае глухой паровой змеевик делают съемным и располагают его по задней стенке ванны, но ни в коем случае не по дну. Все указанные требования связаны с тем, что через несколько дней паровые змеевики, даже при их расположении вертикально, вдоль задней стенки ванн, покрываются твердой коркой нерастворимых фосфатов. Эта корка непрерывно увеличивается и в результате настолько затрудняет теплопередачу, что процесс нагревания до необходимой температуры удлиняется до нескольких часов, а затем достижение рабочей температуры становится невозможным. Именно поэтому корректировщик фосфатных ванн должен внимательно следить за длительностью нагревания и своевременно останавливать ванны для текущей очистки змеевиков. Для этой цели удаляют из ванны съемный змеевик, обрубают зубилом или молотком корку фосфатов и отбивают эту корку со стенок и дна ванны, после чего монтируют змеевик и заряжают ванну.
Для изготовления змеевиков применяют фосфористую бронзу, латунь или некелированные, или хромированные стальные трубы. Возможно также покрытие стальных змеевиков фторопластом.
Более удобен электрический нагрев ванн. Для этой цели наружный стальной кожух ванны футеруют внутри огнеупорным кирпичом, располагая нагревательные элементы вдоль стенок ванны, а корпус ванны делают съемным для удобства ремонта. Удаление водорода и паров воды производят посредством бортовых вентиляционных отсосов, а верх ванны после загрузки деталей закрывают крышкой.
Весьма экономичным мероприятием является покрытие зеркала ванны слоем поплавков из пустотелого полиэтилена или пенопласта.
Удельный расход препарата «мажеф» составляет 120-140 г на метр квадратный фосфатируемой поверхности. При фосфатировании деталей с большой поверхностью корректирование раствора производят после выгрузки каждой партии деталей. При накоплении на дне ванны большого количества осадка, мешающего нормальной эксплуатации ванны, раствор сливают, осадок вычищают из ванны и производят вновь зарядку ванны.
Помимо препарата «мажеф» при высокотемпературном фосфатировании применяются составы на основе следующих компонентов:
- Фосфорнокислый цинк однозамещенный (монофосфат) Zn2HPO4;
- Азотнокислый цинк Zn(NO3)2;
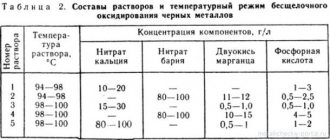
- Азотнокислый барий, технический Вa(NО3)2, который может быть заменен азотнокислым кальцием Са(NO3)2.
При фосфатировании крупных деталей применяются электролиты, состав (г/л) и режимы обработки представлены в табл. 5.18.
Фосфатированные детали пассивируют раствором двухромовокислого калия концентрацией 2-3 г/л и сушат. Фосфатная пленка имеет светло-серый цвет, толщину 8-10 мкм, мелкокристаллическую структуру, обладает электроизоляционными свойствами и пригодна в качестве грунта под окраску или промасливание.
Фосфатирование в домашних условиях
Процесс фосфатирования можно осуществить и самостоятельно. Проще всего это сделать быстрым способом. Для этого понадобится сделать раствор на основе соли МАЖЕФ и азотнокислого цинка. После смешивания компонентов и нагрева жидкости до температуры кипения металлическое изделие на 15 минут размещается в емкости со смесью.
Обратите внимание! Окрашивать фосфатированную поверхность можно только лишь после ее окончательного высыхания.
Хотя фосфатирование можно провести вне производственных условий, для проведения работ все же нужны определенные знания и квалификация. Поэтому, если нет уверенности в своих силах, лучше поручить этот процесс специалистам, которые окажут такую услугу быстро и качественно.
Фосфатирование с использованием специальных добавок
С целью уменьшения времени фосфатирования и снижения температуры процесса в состав «мажеф» вводят специальные добавки. Состав добавок может быть различным, в отдельных случаях в раствор добавляют фосфорнокислые соли натрия, цинка или марганца. В качестве окислителя используют соли азотной кислоты. Целесообразность использования специальных добавок обычно является компромиссом между экономической составляющей и необходимым качеством фосфатного слоя. Обычно добавки используют для получения тонких покрытий, которые используют в качестве грунта для нанесения лака и краски. В таком случае используется раствор следующего состава:
- «мажеф» — 20-30 г/л;
- азотнокислый цинк – 35-40 г/л;
- фтористый натрий – 5-10 г/л.
Данный раствор также используется для нанесения фосфатной пленки без нагрева на крупногабаритные изделия, без погружения. Раствор смешивают с тальком и наносят на поверхность изделия кистью или валиком. Для получения качественного покрытия раствор наносят в три слоя, с промежуточной сушкой каждого слоя.
Еще одним примером использования специальных добавок при фосфатировании является процесс струйной обработки крупногабаритных деталей с использованием специального многокамерного автоматизированного оборудования. Детали обрабатывают раствором под давлением 1,4 атм. через форсунки. Полученная тонкая фосфатная пленка, для достижения приемлемых антикоррозионных качеств, требует покрытия лаком или пропитки смазочным материалом.
Наибольшее распространение получил раствор, который позволяет существенно снизить стоимость химического фосфатирования металла без значительных потерь качества покрытия:
- ортофосфорная кислота – 80-85 г/л;
- окись цинка – 18-21 г/л;
- нитрит натрия – 1-2 г/л.
Выдержка изделий в данном растворе составляет 15-20 минут. Корректировка раствора, для поддержания рН в пределах 2,7-3,3 заключается в периодическом добавлении небольшого количества нитрита натрия. После фосфатирования детали пассивируют в горячем растворе двухромокислого калия и сушат.
Виды фосфатирования
Существуют несколько способов защиты металла от коррозии методом фосфатирования. Среди них:
- холодное (низкотемпературное) фосфатирование — нанесение средства на поверхность при температуре +20°С – +40°С;
- горячее — погружение в подогретый рабочий раствор;
- ускоренное — обработка в подогретом растворе с предварительной подготовкой металла;
- электрохимическое — с использованием электротока.
Средства для холодного фосфатирования производства НПО КрасКо
Для холодного фосфатирования производятся специальные грунты и пасты. Фосфатирующие грунтовки применяются очень широко. Для работы с ними не требуется погружения изделия в емкость — грунт наносится на металл обычной кистью, валиком, методом распыления.
Для холодного фосфатирования металла НПО КрасКо рекомендует материалы собственного производства:
- Фосфогрунт — антикоррозионный фосфатный грунт для черных и цветных металлов;
- Фосфомет — преобразователь ржавчины, пропитка для металла;
- Фосфомет-Зима — нейтрализатор ржавчины, пропитка для металла при температуре до -15°С;
- Чистомет ФС-01 — фосфатирующий очиститель металла на основе ортофосфорной кислоты.
Наша продукция ни в чем не уступает зарубежным аналогам. В сочетании с лакокрасочными материалами она обеспечивает длительную антикоррозионную защиту металлоизделий, продлевает срок их эксплуатации в агрессивных условиях промышленной атмосферы во всех климатических поясах.